




地 址: 河南省巩义市西村工业区
联系人: 庞经理
手 机: 15617617287
15038001853
E_mail: gyltgd@126.com
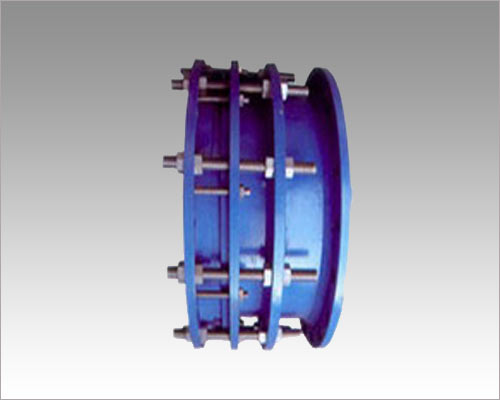
http://www.gyltgdc.com/套筒红豆视频ios下载达到验收标准的焊接要求:因采用原位定点焊接,为防止焊接变形,要采取合理组装,合理的焊接,刚性加固等手段来达到或减少焊接变形,达到验收标准要求。
焊缝成型要求焊缝过度平缓,高低宽窄较均匀,接头良好,焊缝尺寸咬边≤0.5mm,表面无气孔夹渣、弧坑、裂纹等,严密无渗漏,所有符合要求安装检验标准:
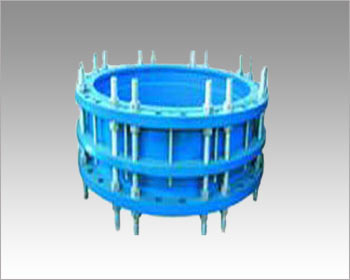
1、壁板内表面错边量不大于1mm,直线度允≤0.5L/1000mm,且最大不应大于10m焊接的检验:按《火力发电厂焊接技术规程》DL/T869-2004的求进行套筒红豆视频ios下载焊接;
2、焊缝表面应平整均匀,不得有裂纹、气孔、焊瘤、夹渣、弧坑等缺焊缝与母材应圆滑过度,成型良好;
3、所有焊缝应连续满焊不得漏焊,焊缝应保证在1-3mm,焊缝禁止塞钢筋、加扁铁,不准虚焊、漏焊;焊口应平整光滑,严密不漏,焊渣、药皮清除干净。