




地 址: 河南省巩义市西村工业区
联系人: 庞经理
手 机: 15617617287
15038001853
E_mail: gyltgd@126.com
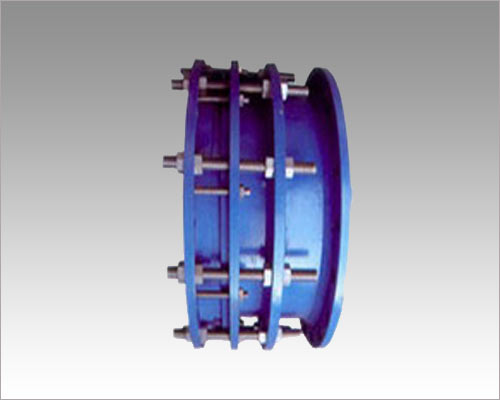
http://www.gyltgdc.com/首先考虑的是02S404红豆视频ios下载破解版的建筑图集。其次,根据施工图检查结构壁和厚度,明确红豆视频ios下载破解版的长度。红豆视频ios下载破解版的直径比管道的孔径大2级。用钢卷尺的长度测量。 在无缝钢管上画一条切割线。对于DN150以下的管道,可采用自动切割机进行激光切割。对于DN200以上的管道,请使用气体等离子切割机、激光切割机或气体自动切割机。 严禁镀锌管。激光切割红豆视频ios下载破解版后,应去除伤口的卷曲、结节和毛刺,并检查伤口的平面度。如果有椭圆形的嘴、斜嘴等,必须抛光。 然后在组装套筒规格和翼环之前,在套筒规格上绘制翼环安装线。将抛光后的翼环放在管标尺上,用电弧焊固定一个点,然后用角度尺调整翼环和管道的平整度。 焊接顺序:根据工件结构,确定合理的装配顺序,使工件结构在同一位置收缩,在工件和轴上打开双面槽,采用多层焊接,确定双面侧焊顺序,角焊缝间歇。焊接时,第一次焊接的收缩与第二次焊接的收缩是平衡的。夹具可将工件固定在所需位置,增加刚度,减少焊接变形。该方法适用于焊接小工件或小零件,但由于焊接应力的增加,仅适用于塑性好的低碳钢结构,消除焊接后的收缩力。 冲击是抵消焊缝收缩力的一种方法。就像冷却焊缝一样,冲击会使焊缝延伸和变薄,以消除应力(弹性变形)。然而,这种方法需要注意,不能敲门。敲击焊缝的根部可能会导致裂纹。通常,不能在覆盖焊缝上使用爆炸性地震。覆盖层可能会出现焊缝裂纹,影响焊缝的检测,产生硬化效果。因此,该技术的使用受到了限制。甚至有些情况要求只在多层焊道中打底(底部焊接和盖焊除外),以解决变形或裂纹的问题。 焊接过程中会发生加热和冷却,传热需要一段时间,因此时间因素也会影响变形。通常,希望在大型工件加热膨胀前尽快完成焊接。焊接过程,如电极类型和尺寸、焊接电流、焊接速度等,会影响焊接的收缩和变形程度,机械化焊接设备的使用会减少加热引起的焊接时间和变形。